
- ホームページ
- >
- ニュース
- >
- 製品ニュース
- >
- 織物の知識:織り綜絖
織物の知識:織り綜絖
2025-12-12

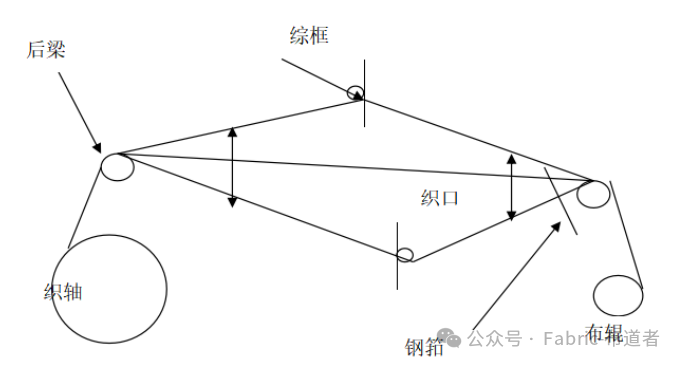
経糸通し工程は、織機で織り始める前に行われる、織物準備における重要な工程です。経糸をワープビームにセットした後、織り始める前に行われます。その主な役割は、織物構造の設計に従って、経糸をストップワープパッド、ヘドル、リードなどの部品に1本ずつ通すことです。ストップワープパッドは経糸の開始位置と停止位置を制御し、ヘドルは経糸を支持・誘導し、リードは経糸と緯糸の絡み合いの土台となります。経糸通しの精度は、織物構造の形成、柄の表現、そして織物のスムーズな進行に直接影響します。

ヘドル糸通しの定義:この工程では、各経糸をストップバー、ヘルドアイ、およびリード歯に通して、機械が前部に到達するのに十分な長さの経糸を準備します。
ヘドル糸通し方法:手動操作またはヘドル糸通し機による自動操作で、自動的に経糸を継ぎ合わせます。

手動ヘドル糸通しの手順:
1. 経糸を織りビームからヘドル通し枠に移し、しっかりと固定します。
2. ストップワープを通します(自動ストップワープ通し装置がある場合はそれを使用します)。
3. プロセス設計で必要な順序に従ってヘドルに糸を通します。
4. 挿入回数に応じてリードを挿入します。
デメリット:ミスが発生しやすく、手作業の負荷が高く、速度が遅い。1人あたり1時間あたり約1000本の糸を手作業で通すことができ、1本の経糸ビームを完成させるのに通常2~3日かかります。
自動ヘドル糸通し手順:
1.織物の工程に従って、経糸を揃え、スリッターを使用して分離します。
2. 経糸を自動綜絖通機のフレームにセットします。
3. ヘドルとストップワープピースを装着します。
4. 綜絖と止経糸の配置をコンピュータに入力します。
5. 操作。
利点: 高速、低エラー率、高生産量 (経糸約 100,000 本/日)。
自動経糸継ぎ手順:
1. 自動経糸継機のクランプを使用して、織りビームに糸を挟んで配置します。
2. 自動経糸継ぎ機のクランプを使用して、継ぎ合わせる糸を織りビーム上にクランプして配置します。
3. 経糸継ぎ機のフレームに糸を置き、金属櫛で平行になるまで梳かします。
4. 機械を起動し、接合を開始します。
利点:高速、高容量、直接始動可能、ビームローディング工程の削減。デメリット:制約が多く、特定の筬番号、綜絖線の順序、および両機種とも経糸総長が必要となる。
ヘドル製造の主な構成要素:ヘドルフレーム、リード、ストップワープピース。
1. ヘルドフレーム: ヘルドフレームは、ヘルドワイヤ、ヘルドフレーム、およびヘルドロッドで構成されます。
2. 筬:筬は織物の経糸密度を決定し、緯糸を杼口へ導くだけでなく、杼口を通過する際のガイドとしても機能します。筬の歯の密度は通常、10cmあたりの筬歯の数である筬数で表されます。ヤード単位の筬数は、2インチ(1インチ = 2.54cm)あたりの筬歯の数で表されます。
3. ストップシート:ストップシートは織機の停止装置の主要部品です。その機能は、経糸が切れた際に織機を即座に停止させることで、製品品質と労働生産性を向上させることです。ストップバーにおけるストップシートの許容密度は、経糸の番手と関連しています。経糸の番手が高く、糸径が細い場合は、高密度で薄いストップシートを使用できます。一方、経糸の番手が低く、糸径が太い場合は、高密度で薄いストップシートが必要です。(更年期パッドには、オープンタイプとクローズタイプの2種類があります。)
更年期用ナプキンの通し方には、順番に通す(1、2、3、4)、飛ばすように通す(1、3、2、4)、重ねて通す(1、1、2、2、3、3、4、4)という 3 つの方法があります。
一般的に使用されるヘドル糸通し方法:
フォワードスレッド方式:経糸に合わせて、各綜絖枠に綜絖を順に通します。単純な織物や小柄な織物に適しています。操作は簡単ですが、綜絖枠の稼働率は低くなります。

フライスルー方式:経糸は間隔を置いて綜絖枠をスキップします。この方法は高密度織物に適しており、綜絖枠への負荷を軽減できます。

部分編み方式:生地に異なる構造や性質(地織りや柄など)の経糸が含まれている場合は、綜絖枠を前部と後部に分け、頻繁に織り交ぜる経糸を前部に装着します。

パターンに従う(ヘドルステッチを節約):同じ上昇・下降パターンの経糸を同じ綜絖枠に縫い付けるため、綜絖枠の数が少なくなり、複雑なパターンに適しています。

ニュース
熱い ニュース


Contact Us
-
電話:+86-519-83388368、86-13775633505
-
ファックス:+86-519-83388368
-
Eメール:admin@yongxushengmachine.com