
プロファイルリードの磨耗の原因と耐久性を高めるための対策
2024-05-18
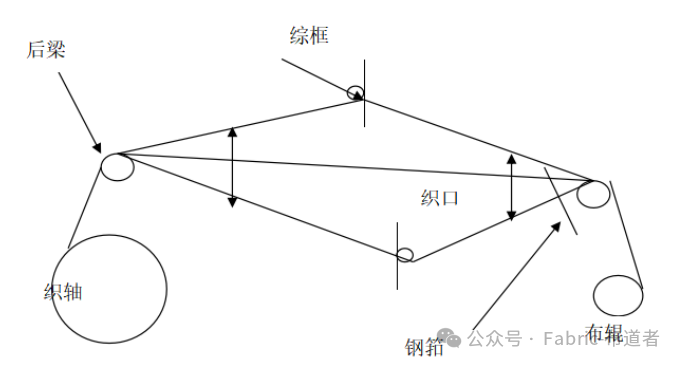
織筬は織物を織る工程において重要な設備の一つです。その機能は、緯糸を押し出して脱落させ、一定の規則性と密度に従って経糸と緯糸を配置して、生地が必要な緯糸密度と幅に達するようにすることです。したがって、その性能は繊維製品の品質に直接関係しており、生地の品質に重要な役割を果たします。リードの凹みはリードの最小単位です。各リード製品は主に、整然と配置された多数のリードのくぼみによって固定され、リード接着剤でリードビームに固定され、接着剤が固まってから使用されます。この論文では、生産におけるプロファイルされたリードの合理的な使用法を分析し、議論します。
1. 織筬の分類
織筬はその形状により、一般的に平筬と形筬に分類されます。フラットオサは主にシャトル織機、プロジェクタイル織機、レピア織機、ウォータージェット織機、コンフューザー挿入式エアジェット織機で使用され、プロファイルオサは主ノズルリレーと補助ノズルリレーによる緯糸挿入式エアジェット織機で使用されます。 -プロファイルリード溝を備えたジェット織機。
2. 織筬が磨耗する原因
生地を形成する過程で経糸と緯糸が織り合わされているため、経糸と緯糸の縮みが生じます。打ち込み前の生地の幅は筬の幅よりも狭く、経糸は上から下に向かって傾きやすく、両側の傾きが大きくなります。叩き上げでは、横経糸の張力が中経糸の張力よりもはるかに大きいため、リードの凹みとの摩擦が非常に激しく、エッジでの摩擦長が長くなります。同時に、側面のリードの凹みの叩く力は、中央のリードの凹みよりもはるかに大きくなります。糸の表面が平滑ではないため、経糸サイジングにより糸の耐摩耗性は向上しますが、同時に表面が荒れて丈夫になり、筬の磨耗が悪化します。生地の種類によっては、端の筬のくぼみが生む叩く力が、中央の筬のくぼみに比べて12~17倍も大きくなります。
現在、エアジェット織機の速度は 620 ~ 740 回転数 以上です。つまり、糸に対するプロファイルリードの往復摩擦と衝突は 1 分あたり 620 ~ 740 回に達し、1 日あたり約 80,000 ~ 96,000 回の往復摩擦があります。このような高周波摩擦下では、プロファイルのリードデントに研削溝が現れることは避けられません。異なるタイプのプロファイルリードの摩耗を観察すると、車両速度が同じで走行時間が同じ場合、緯糸密度と経糸密度が近い織物と緯糸収縮が大きい織物ではプロファイルの摩耗が大きくなることがわかります。リードはより厳しい傾向があります。
3. エアジェット織機の筬の長寿命化対策
プロファイルリードの価格は一般的に高価です。生産中にリードの摩耗が発生するとメンテナンスが必要となり、生産効率に影響を与えるだけでなく、メンテナンス費用も発生します。したがって、いかにして筬の耐用年数を延ばし、メンテナンスの回数を減らすかは、繊維企業にとって大きな経済的利益をもたらします。
3.1 リードの凹みを鋸で切る
リードが摩耗した場合、リードの歯の左側の部分を歯の根元から切断し、切断された部分の根元のバリをスチールブラシで滑らかにしてから、リードを再度プレスすることができます。その後の製織プロセスでは、端の縦糸が筬全体に対して一定の変位を持ち、その結果、縦糸と筬の歯の間の包囲角度が減少し、通常の生産ニーズを満たすことができます。
3.2 たたきラインを増やす
筬通し幅両側と外側のサポートロッド下のガスケット高さを周期的に増減させることで、編み端のたたきラインを当初の1から2~5まで増加させ、リードの寿命を延ばすために。
3.3 ローカル子午線の変更
生地を製織する際、経糸止めの前ポールにピックアップロッドを取り付けたり、スリングの高さを調整したりすることで打ち込み糸を変更することができます。この方法により、リード歯の 1 つの摩耗痕が複数の摩耗痕に変化します。リードの修理時間を効果的に短縮し、生産効率を向上させることができます。
3.4 リードデントのメンテナンス
筬の歯が磨耗した筬は織機から取り外され、メンテナンスのために専門の繊維機械工場に送られます。通常、特殊な形状のリードの磨耗したリード歯を取り外し、一定の幅を持った特殊な強化リード歯を交換します。修理された筬は織物生産に戻すことができます。
3.5 新しいタイプの高耐摩耗性リードの選択
新しい表面処理技術によりリードの硬度と耐摩耗性が向上しました。リードの製造工程において、リードの両面に約200個の凹みに耐摩耗性の高い新しい素材を塗布するのが最も経済的で、リードの寿命を2~3倍に延ばすことができます。
4. 高耐摩耗リードの表面処理
4.1 DLC表面処理
ダウンロードコンテンツ (ダイヤモンド-のように 炭素) はダイヤモンド状膜とも呼ばれ、物理蒸着技術によって製造されます。その原理は、真空中(1.3×102~1.3×104Pa)でアーク放電技術により蒸発粒子をリード表面に堆積させ、最終的に堆積膜を形成するものです。この技術により、フィルムとリードの接着力が向上します。処理されたリードは、高硬度、強力な熱衝撃耐性、耐酸化性、優れた耐食性を備えています。現在、一部の繊維企業はDIC表面処理アシデントを使用し始めています。従来のリードデントよりも明らかに硬度が高くなります。しかし、価格が高いためあまり普及しておらず、主に製造時に筬歯の端に使用され、側糸に対する端の筬の凹みの耐摩耗性を高めます。
4.2 ポリテトラフルオロエチレン(PTFE)の表面処理
ポリテトラフルオロエチレン (PTFE) は、近年登場した比較的新しい表面処理技術です。リード全体をポリテトラフルオロエチレン浸漬液に浸漬し、乾燥後327℃に加熱して一定時間保持します。目的は、ポリマー分子を結晶構造から非晶質構造に変換し、分散した単一の樹脂粒子が相互拡散と溶融によって連続した全体を形成できるようにすることです。冷却後、ポリマー分子は非晶質構造から結晶形に変化します。この技術により処理されたリードの表面潤滑度は明らかに向上します。製織中、従来の筬に比べて経糸の筬の磨耗が少なく、生地の機械的特性が優れています。
4.3 セラミック表面処理
セラミック表面処理技術は、リードの表面を前処理した後、セラミック処理容器に入れ、使用圧力2〜5MPa、容器の温度を50〜80℃に制御します。したがって、より硬いナノセラミック材料とリード表面の金属が物理化学的に相互作用し、リード表面の合金コーティングに埋め込まれて新しい強化層を形成することができます。この技術により処理されたオサ歯の表面硬度は800~1000HVとなり、耐摩耗性が40%以上向上します。アシデントの一種の表面処理技術であり、普及する価値がある。
4.4 MAO表面処理
マイクロアーク酸化技術は、近年開発された新しい表面処理技術です。電解質を特定の電気的パラメータと組み合わせてリード表面に陽極膜を形成し、同時に分極膜はマイクロアークの瞬間的高温によってセラミック膜に変換されます。この技術により、処理されたオサの凹みは高硬度、良好な耐摩耗性、良好な靭性を備えます。同時に、フィルム層はリードマトリックスとの強力な結合力、耐食性、耐高温酸化性、および良好な絶縁性を備えています。高速生産プロセスにおけるリードデントの高い耐摩耗性と耐腐食性の要件に完全に適しています。
4.5 粒子線強化蒸着による表面処理
表面硬度を高める新しい方法です。表面硬度を向上させるプロセスでは、クリーニングの目的を達成するために高エネルギーのイオンビームを使用してリードの表面を衝撃し、次に蒸発を実行してリードの表面に注入されたイオンを堆積した原子と相互作用させます。リードの表面に堆積した原子は分解される可能性があります。これにより、リード表面に均一で緻密で安定した性能の皮膜が得られ、修正厚みを大幅に増加させることができます。
4.6 表面イオン注入
リードデントは、イオン注入マンマシンの真空ターゲットチャンバー内に配置されます。数十〜数百キロボルトの電圧作用により、Ti元素とN元素のイオンが加速・集束され、アシの凹み表面に注入されます。過飽和固溶体、準安定相、非晶質状態などの異なる構造が得られ、オサの硬さ、耐酸化性、耐食性、耐摩耗性などが大幅に向上します。
5。結論
エアジェット織機の筬の品質は生地の品質、生産効率、コストに直接影響するため、その寿命を延ばし、良好な稼働状態を維持することが非常に重要です。耐用年数を延ばすという目的は、生産時にプロファイルリードを適切に使用および維持することによって達成できます。しかし、繊維機械の高速化、自動化、知的化に伴い、プロファイルリードの性能に対する要求はますます高くなっています。主な影響要因は、プロファイルリードの材料選択と表面コーティング技術です。したがって、リードの短寿命の問題を総合的に解決するには、リードデントの新しい表面処理技術を研究し、その耐摩耗性を向上させることが非常に重要です。
ニュース
熱い ニュース


Contact Us
-
電話:+86-519-83388368、86-13775633505
-
ファックス:+86-519-83388368
-
Eメール:admin@yongxushengmachine.com